Weiter geht´s beim Motorenbauer meines Vertrauens. Stichwort
"Vertrauen", es ist absolut unerlässlich, jemanden
zu finden dem man Vertrauen entgegenbringen kann. Macht euch
schlau, fragt viele Leute, welche die Werkstatt und ihre Arbeit
kennen.
Ihr müßt bedenken, deren Arbeit läßt sich
schwer kontrollieren. Schaut euch die Werkstatt an, sprecht mit
dem Besitzer, bevor Ihr euer Geld dort "versenkt".
Teuer muß nicht immer gute Qualität heißen,
billig nicht immer schlechte. Aber wenn euch jemand eine komplette
Blockbearbeitung mit Wuchten und Zusammensetzen für Euro
500,- anbietet, setzt euch ins Auto und fahrt woanders hin. Die
richtigen Geräte und ausgebildetes Fachpersonal kosten Geld.
Die Rechnung geht nicht auf!
So, nun zum eigentlichen Thema. Nachdem ich den Block vorbereitet
und vorgereinigt habe, lade ich das ganze Zeug, sprich Block,
kompletten stroker kit, Schwingungsdämfer, Schwungscheibe,
Kupplungsautomat und maingirdle mit ARP Hauptlagerschrauben ins
Auto und fahre einige hundert Kilometer in Richtung Norden zu
![]() in Selm/Borg. Hier ist man sehr gut aufgehoben. Der Chef schraubt
selbst und hat immer ein offenes Ohr für Extrawünsche.
in Selm/Borg. Hier ist man sehr gut aufgehoben. Der Chef schraubt
selbst und hat immer ein offenes Ohr für Extrawünsche.
Dort angekommen nochmals über alle Sorgen und Wünsche
mit Herrn David besprochen. Macht am besten auch eine Liste der
Teile, die Ihr abgebt und eine Liste der zu erledigenden Arbeiten,
die Ihr mit dem Chef dort zusammen erstellt. Eine Kopie für
Euch. Als erstes wird der Block in die Werkzeugmachine eingemessen.
Es erfolgt das sogenannte decking. Die Zylinderkopfdichtflächen
werden winklig (90 Grad) zueinender und zur Achse der Kurbelwelle
hin geplant. 
 Dieses ergibt eine absolute
plane Fläche und verhindert z.Bsp., daß ein Kolben
bei OT aus der Bohrung heraussteht und ein anderer Kolben bei
OT Unterstand hat. Das wäre fatal. Wird auch nicht immer
beachtet. Später wird nocheinmal geplant um die gewünschte
Kolbeneinbauhöhe zu erreichen. Diese entscheidet dann bei
vorhandenem Material das statische Kompressionsverhältnis
und die sogenannte quench area. Das ist der Bereich zwischen
Kolbenboden und Zylinderkopf. Dieser sollte so klein wie möglich
sein. Bei meinem Motor sind es ca. 0.036 Zoll. Bei einer Zylinderkopfdichtung
von 0.039 Zoll Einbaudicke sieht man, daß meine Kolben
aus der Bohrung herausstehen. Zuwenig Platz birgt die Gefahr
eines Kolbenkontaks mit den Ventilen oder zu hohem Kompressionsverhältnis.
Zu viel Platz, schlechter Wirkungsgrad des Motors und eine hohe
Neigung zum klopfen/klingeln.
Dieses ergibt eine absolute
plane Fläche und verhindert z.Bsp., daß ein Kolben
bei OT aus der Bohrung heraussteht und ein anderer Kolben bei
OT Unterstand hat. Das wäre fatal. Wird auch nicht immer
beachtet. Später wird nocheinmal geplant um die gewünschte
Kolbeneinbauhöhe zu erreichen. Diese entscheidet dann bei
vorhandenem Material das statische Kompressionsverhältnis
und die sogenannte quench area. Das ist der Bereich zwischen
Kolbenboden und Zylinderkopf. Dieser sollte so klein wie möglich
sein. Bei meinem Motor sind es ca. 0.036 Zoll. Bei einer Zylinderkopfdichtung
von 0.039 Zoll Einbaudicke sieht man, daß meine Kolben
aus der Bohrung herausstehen. Zuwenig Platz birgt die Gefahr
eines Kolbenkontaks mit den Ventilen oder zu hohem Kompressionsverhältnis.
Zu viel Platz, schlechter Wirkungsgrad des Motors und eine hohe
Neigung zum klopfen/klingeln.
Nun wird der Block nochmals vermessen und auf 0.03 Zoll Übermaß
gebohrt und gehont. 
 Verlangt, daß das Honen
mit Brille (torque plate) erledigt wird. Kostet zwar etwas mehr
aber verhindert die Verformung der Zylinderlaufflächen.
Diese Brille simmuliert einen montierten Zylinderkopf. Sie muß
mit Kopfdichtung und den richtigen Anzugsmomenten montiert werden.
Verlangt, daß das Honen
mit Brille (torque plate) erledigt wird. Kostet zwar etwas mehr
aber verhindert die Verformung der Zylinderlaufflächen.
Diese Brille simmuliert einen montierten Zylinderkopf. Sie muß
mit Kopfdichtung und den richtigen Anzugsmomenten montiert werden.
 Das Honmaß und die Rauhigkeit
der Zylinderoberfläche wird anhand des Kolben- bzw. Kolbenringherstellers
und des Motorverwendungszweckes erstellt.
Das Honmaß und die Rauhigkeit
der Zylinderoberfläche wird anhand des Kolben- bzw. Kolbenringherstellers
und des Motorverwendungszweckes erstellt.
Noch ein Tip, besorgt wenn möglich alle Unterlagen der Hersteller,
was Toleranzen und Maße angeht. Macht eine Kopie und überlasst
diese dem Motorenbauer.
Nicht alle sind gleich. Sehr wichtig ist es auch, alle Maße
der Lager und Radien der Kurbelwelle und Pleuel nachzumessen.
Es ist zwar alles neu, aber auch Hersteller machen Fehler. Der
Durchmesser der Kolben und zwar allen Kolben, muß nachgemessen
werden.
Jetzt können zum ersten male die Kurbelwelle, Pleuel
und Kolben montiert werden um die entgültige Deckhöhe
festzulegen. Nun muß man sich ganz vorsichtig an das richtige
Maß heranarbeiten. Einmal zuviel geplant und schon ist
der Block sogut wie im Eimer. Daß bedeutet, mehrmals alles
einbauen, messen, ausbauen, planen, einbauen messen und so weiter.

Als nächstes werden die Kolbenringe auf Maß (ring
gap) gefeilt. Es handelt sich hierbei um file fit piston rings.
Welche für jede Aplikation entsprechend angepaßt werden
müßen.

Nun wird der Block komplett leer gemacht, alte Lager raus,
alle Stopfen und Deckel raus und mit dünnen langen Stahlbürsten
gereinigt. Alle Wasser und Ölkanäle werden blitzblank
gemacht. Dichtungsreste werden entfernt alle Gewinde gereinigt
und geprüft. 

 Besser jetzt ein defektes
Gewinde finden als später beim Zusammenbau. Nun werden noch
Gewinde für schraubbare Deckel der Ölkanäle in
den Block geschnitten. Das gibt ein gutes Gefühl, wenn man
weiß, daß kein Deckel wegfliegen und der Öldruck
in den Keller gehen kann.
Besser jetzt ein defektes
Gewinde finden als später beim Zusammenbau. Nun werden noch
Gewinde für schraubbare Deckel der Ölkanäle in
den Block geschnitten. Das gibt ein gutes Gefühl, wenn man
weiß, daß kein Deckel wegfliegen und der Öldruck
in den Keller gehen kann.
Der Block bekommt noch neue Nockenwellen und Hauptlager und kann
sich nun etwas ausruhen;)
Als nächste Arbeit steht das Wuchten des gesamten Kurbeltriebs
auf dem Plan. Wenn ich meine, gesamter Kurbeltrieb, dann bedeutet
das, Kurbelwelle mit Dämfer, Schwungscheibe und Kupplungsautomat.
Natürlich mit entspechenden Mastergewichten welche den Massen
der Kolben, Kolbenringe, Pleuel und Pleuelverschraubung entsprechen.
Es müßen vorher immer noch die Kolben und Pleuel gewogen
und evtl. aufeinander abgestimmt werden.
Bei hochwertigem Material beträgt die Toleranz +- 2,5 Gramm
bei einem Gewicht von 478 Gramm (Kolben) und +- 1 Gramm bei einem
Gewicht von 565 Gramm (Pleuel).
In meinem Falle liegt der Unterschied aller Pleuel/Kolben Kombinationen
bei +- 1,5 Gramm. 
Um einen absolut weichen und turbinenartigen Laufs des Motors
zu erreichen ist es unerläßlich auch die Anbauteile,
sprich Dämfer, Schwungscheibe, Kupplungsautomat und deren
Befestigungselemente (auch die Zentrierstifte der Druckplatte!)
mitzuwuchten. Ihr werdet euch wundern, welche Unwucht diese Teile
erzeugen. Ich habe mich schon für billet steel (aus dem
Vollen gefräst) und nicht für die billigen Gußteile
enschieden und trotzdem mußte nachgearbeitet werden.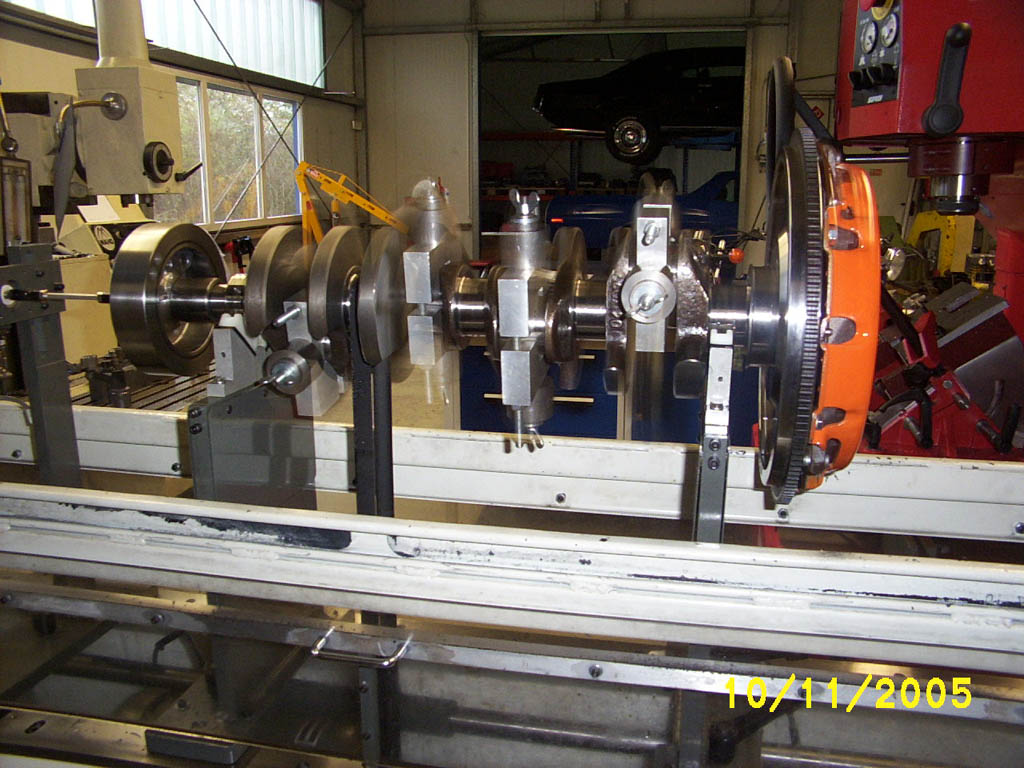 Das liegt im Materialgefüge
der Komponenten. Mal ist die Dichte höher, damit schwerer
an manchen Stellen mal geringer. Das einzige Teil, welches absolut
keine Unwucht produzierte war meine Kupplungsdruckplatte von
Centerforce. Aber Vorsicht, bei diesen Druckplatten müßen
vor dem Wuchten die Fliehgewichte entfernt werden. Die sind das
Markenzeichen dieser Centerforce Kupplungen welche den Anpressdruck
bei höherer Drehzahl steigern.
Das liegt im Materialgefüge
der Komponenten. Mal ist die Dichte höher, damit schwerer
an manchen Stellen mal geringer. Das einzige Teil, welches absolut
keine Unwucht produzierte war meine Kupplungsdruckplatte von
Centerforce. Aber Vorsicht, bei diesen Druckplatten müßen
vor dem Wuchten die Fliehgewichte entfernt werden. Die sind das
Markenzeichen dieser Centerforce Kupplungen welche den Anpressdruck
bei höherer Drehzahl steigern.
Eine berechtigte Frage ist nun, wie können Anbieter von
solchen stroker kits fertig gewuchtete Kits anbieten ohne zu
wissen, was noch dran kommt? Wenn man Glück hat läuft
der Motor einigermaßen rund. Aber genauso können einem
die Zähne rausfallen. Also spart euch das Geld für
gewuchtete Kits. Bestellt ungewuchtet und last es hier machen.
Um ein einfaches Befestigen und Entfernen des Schwingungsdämfers
zu gewährleisten, hat Herr David die Kurbelwelle etwas bearbeitet
und einige tausenstel Millimeter weggeholt. Nun kann der Dämfer
ohne Abzieher, Hammer oder sonstiges schwere Gerät ab und
angebaut werden.
Es ist soweit, die Kurbelwelle wandert in den preparierten
Motorblock. Das Achsialspiel der Welle wird geprüft und
evtl. korrigiert. Ist es zu niedrig, kann das Hauptlager Nummer
3 an den Seiten abgeschliffen werden, ist es zu hoch, haben wir
ein großes Problem. Solche Probleme liegen dann meistens
an der Kurbelwelle.
Die Hauptlager der Kurbelwelle werden jetzt zusammen mit dem
main girdle verschraubt. Die Hauptlagerdeckel sind nummeriert,
auf keinen Fall vertauschen. Etwas Loctite auf die ARP Schrauben.
Nachdem alles nach Vorgaben Angezogen wurde, wird das Moment
gemessen mit dem sich die Kurbelwelle drehen läßt.
Dreht sie sich zu schwer, kann man an der Kurbelwelle die Lagerflächen
polieren, dreht sie zu leicht, mit anderen Lagern versuchen.
Diese Arbeiten kann man auch in der eigenen Werkstatt mit Teststreifen
(platiguage) erledigen, ist aber etwas ungenau. In der Fachwerkstatt
gibts extra Werkzeug. Nun sind die restlichen Teile an der Reihe.
Alle Kolben und Pleuel haben ihren eigenen Platz im Motor, nichts
darf vertauscht werden.
Das waren im Groben die Arbeiten im ![]() .
Weiter gehts bei mir in der Werkstatt.
.
Weiter gehts bei mir in der Werkstatt.
| << zurück |