
 Als nächstes stehen solche
Sachen wie Nockenwelle einmessen, Prüfung der Freigängigkeit
zwischen Kolbenboden und Ventilteller, ermitteln der optimalen
Länge der Stößelstangen und OT-Findung auf dem
Plan.
Als nächstes stehen solche
Sachen wie Nockenwelle einmessen, Prüfung der Freigängigkeit
zwischen Kolbenboden und Ventilteller, ermitteln der optimalen
Länge der Stößelstangen und OT-Findung auf dem
Plan.Hier sind wir nun. Als nächstes stehen solche
Sachen wie Nockenwelle einmessen, Prüfung der Freigängigkeit
zwischen Kolbenboden und Ventilteller, ermitteln der optimalen
Länge der Stößelstangen und OT-Findung auf dem
Plan.
Nach langer Suche und Überlegung, welche Nockenwelle ich
nehmen soll, bin ich zu dem Entschluß gekommen eine Maßanfertigung
zu nehmen. Man sagt es gäbe etwa 700 verschiedene Wellen
für einen Ford SB roller Block. Ohne zu übertreiben
habe ich etwa ein Jahr hin und her gerechnet, Datenbätter
und Testberichte studiert. Mit dem Ergebnis, daß kein Motor
wie der Andere ist und ich zum Schluß genau so schlau war
wie am Anfang.
Eine Welle "von der Stange" ist immer ein Kompromiss,
und den wollte ich nicht eingehen.
So bemühte ich Ed Curtis von flowtech induction auf Rhode Island. Er ist
wohl der bekannteste "Guru" was Custom cam´s angeht.
Als erstes mußte ich ein sogenanntes "Custom Camshaft
Worksheet" ausfüllen. Mit sämtlichen Daten des
Motors, Antriebsstranges, Gewichtsverhältnisse des Fahrzeugs
und den Verwendungszweck dieses. Alles bis in´s kleinste
Detail. Man kann gegenüber Ed seine Wünsche und Ängste
äußern und er versucht alles in den Bau der Welle einfließen
zu lassen. Soweit möglich. Er sagt Dir aber auch was nicht
geht, oder was Du noch ändern mußt.
So möchte ich einen drehmomentstarken Motor der sein max.
Drehmoment bei ca. 4000 1/min und die maximale Leistung bei zwischen
5500 1/min bis 6000 1/min hat. Wir sind so zu einer reverse pattern
cam gekommen. D.h. längere Öffnungszeit an den Auslassventilen,
weniger an den Einlassventilen. Aber mehr Lift an den Einlassventilen
als an den Auslassventilen.
So mußte ich, nachdem die Welle "gebaut" war andere
Ventilfedern einbauen, da meine original AFR zu schwach ausgelegt
waren. Hierfür hat Ed einen Ventilfeder-Kit mit Einstellscheiben
für die Einbauhöhe (shims) und Viton Ventilschaftdichtungen
für die AFR-Köpfe. Dazu später mehr.
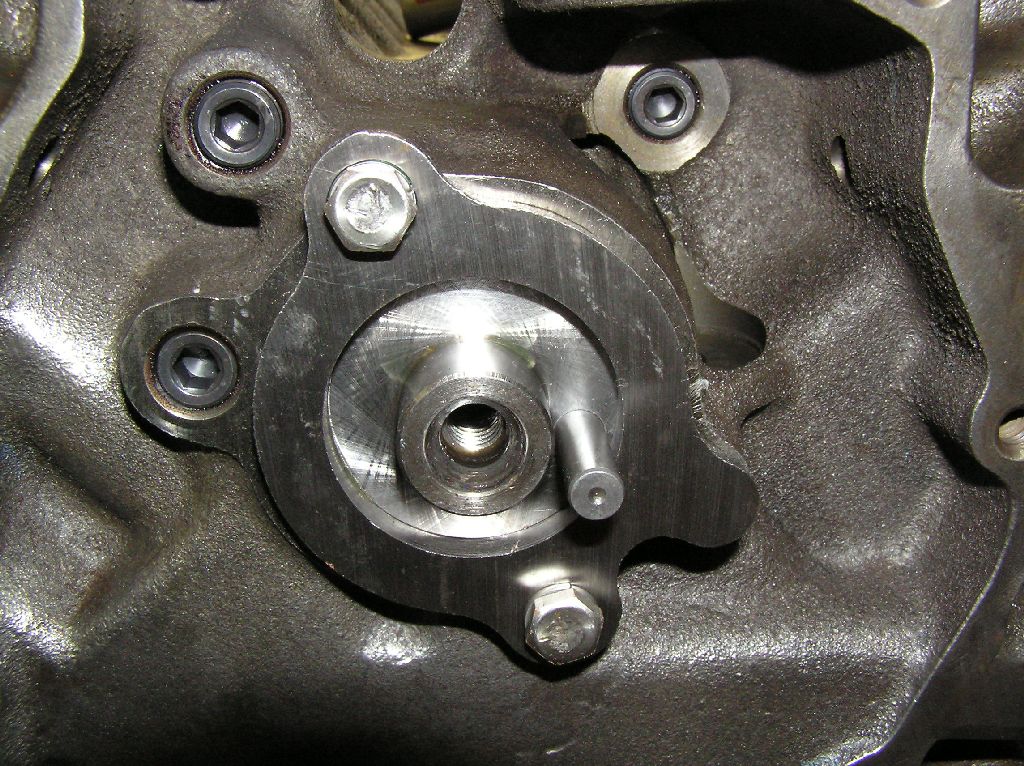
Nachdem ich die Welle eingesetzt habe befestige ich die Thrust
plate, welche die Welle im Block hält. Zu sehen sind die
verschraubten Ölkanaldeckel, original sind die nur eingepresst.
Das gibt ein wenig mehr Sicherheit.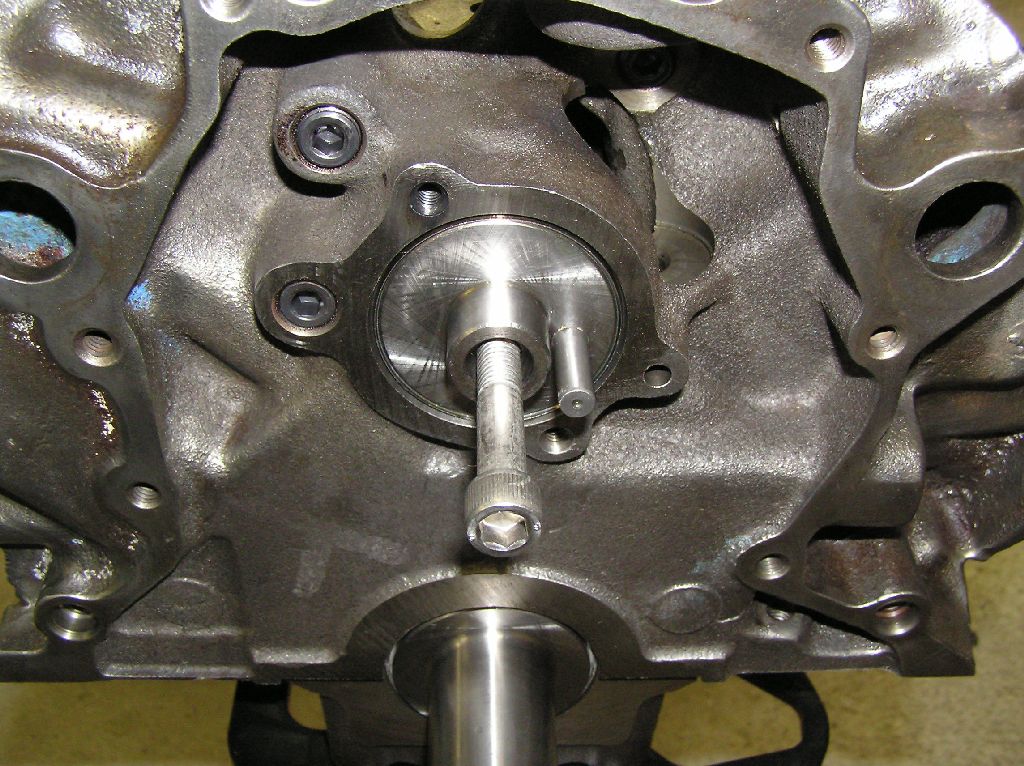
Nun Suche ich mir meiner Meßuhr haargenau den OT von Zylinder
Nummer 1. Das ist ein sehr wichtiger Punkt beim Einmessen einer
Welle. Hat man sich hier verhauen, sind alle folgenden Messungen
falsch.
Ganz kurz. Wofür ist das einmessen oder degreeing einer Nockenwelle
eigentlich gut?
Als erstes dient es dazu die Sollwerte mit den vorhandenen Werten
zu vergleichen. Auch Hersteller oder deren Werkzeugmaschinen machen
Fehler. Stimmt irgend ein Maß nicht mit dem Sollwert überein,
kann die Welle unter Umständen nicht benutzt werden.
Desweiteren lernt man eine Menge über Steuerzeiten und deren
Zusammenspiel.
Nachdem ich den OT gefunden habe, setzte ich das untere Zahnrad
der Steuerkette auf 0 Grad ein. Dieses kann jeweils in beide Richtungen
verstellt werden, um den Leistungs und Drehmomentverlauf innerhalb
des Drehzahlbandes zu beeinflussen. Muß man das tun, hat
man eigentlich die falsche Nockenwelle.  Nun folgt die Steuerkette
mitsamt dem oberen Kettenrades und zwar Punkt auf Punkt. Auf dem
oberen und unteren Kettenrad sind Punktmarkierungen zu sehen,
diese gehören gegenüber.
Nun folgt die Steuerkette
mitsamt dem oberen Kettenrades und zwar Punkt auf Punkt. Auf dem
oberen und unteren Kettenrad sind Punktmarkierungen zu sehen,
diese gehören gegenüber.
Jetzt befestige ich eine Gradscheibe auf der die Ventilsteuerzeiten
in Kurbelwellengrade angezeigt werden.
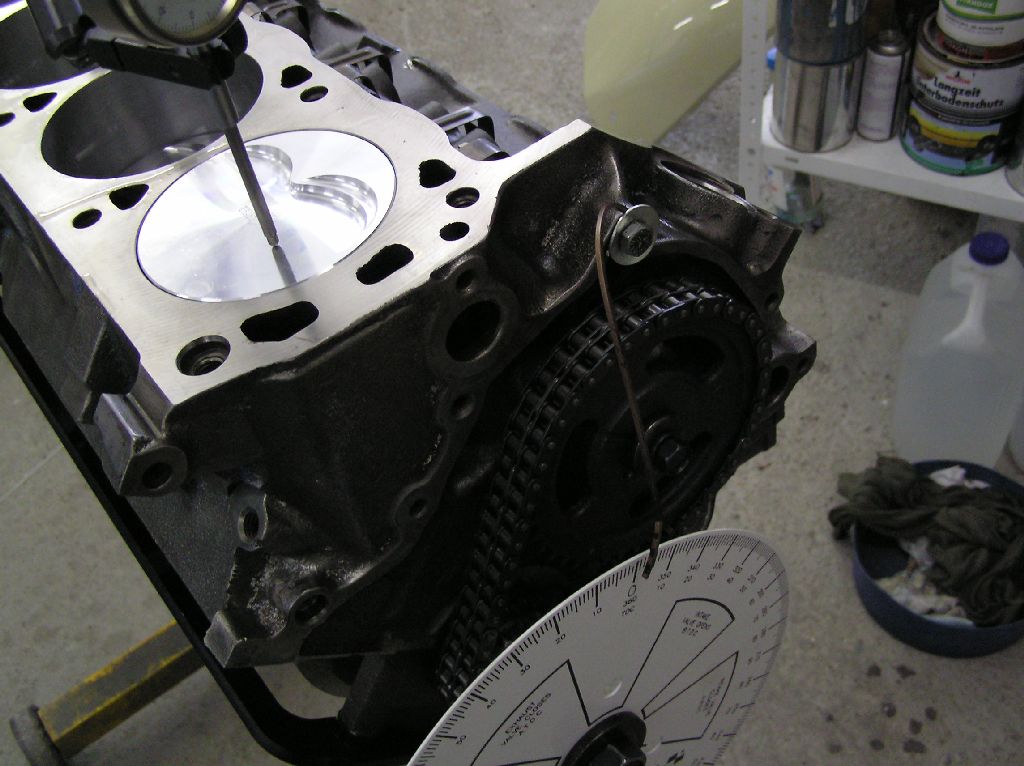 Für diese Scheibe biege
ich mir einen profisorischen Timing Pointer aus Schweißdraht.
Wichtig ist nun, daß die Kurbelwelle, die Gradscheibe und
der Draht auf dem Oberen Totpunkt des 1. Zylinders stehen. Nun
haben wir die richtige Basis gefunden.
Für diese Scheibe biege
ich mir einen profisorischen Timing Pointer aus Schweißdraht.
Wichtig ist nun, daß die Kurbelwelle, die Gradscheibe und
der Draht auf dem Oberen Totpunkt des 1. Zylinders stehen. Nun
haben wir die richtige Basis gefunden.
Bei jeder Nockenwelle ist eine sogenannte Cam Card dabei, auf
der alle relevanten Daten einer Nockenwelle aufgeführt sind.
Die gilt es nun zu überprüfen.
Ich finde, eine der einfachsten Methode findet man hier bei COMPCAMS unter camshaft degreeing instuctions.
Dazu nehme ich zwei Rollerlifter, einen für den Einlass und
einen für den Auslass Bereich. Mit meiner Meßuhr messe
ich den Hub und auf der Gradscheibe sehe ich die Winkelgrade,
wann und für wielange die Ventile öffnen, wann sie überschneiden
und soweiter. 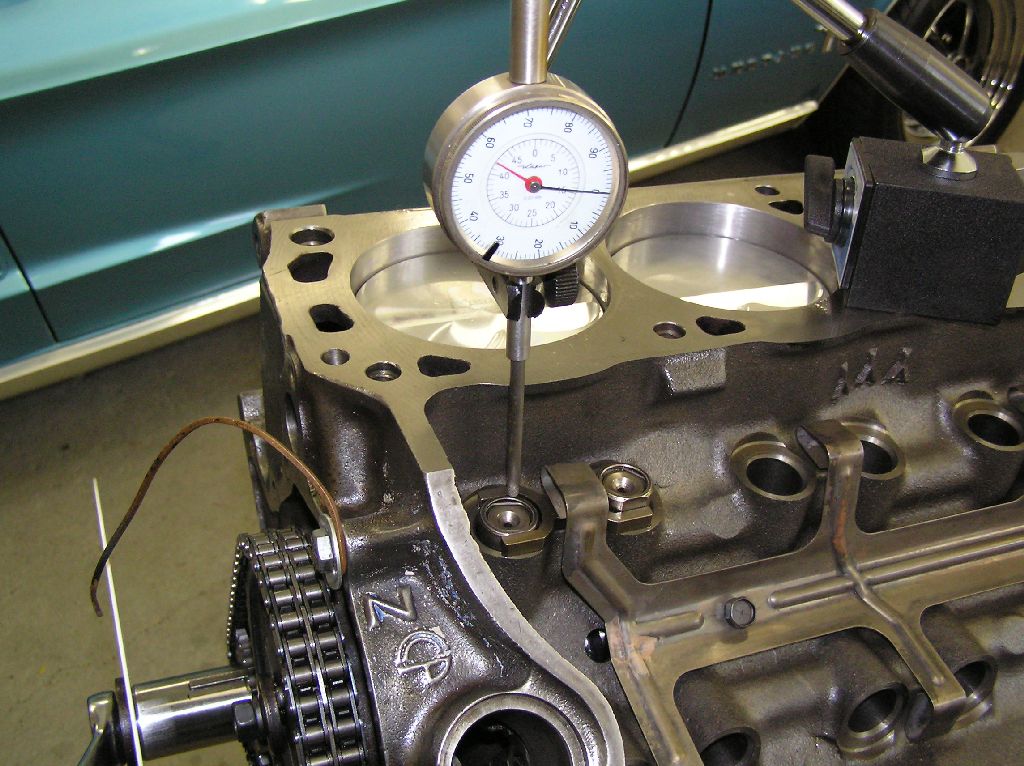
 Diese Prozedur muß man
einige male wiederholen um sicherzugehen ob die gemessenen Werte
stimmen und um etwas Übung darin zu bekommen.
Diese Prozedur muß man
einige male wiederholen um sicherzugehen ob die gemessenen Werte
stimmen und um etwas Übung darin zu bekommen.
Was soll ich sagen, Ed´s Welle ist perfekt.
Als nächstes auf der Liste steht das ermitteln der Länge
der Stößelstangen. Wir benötigen einen pushrod
lenght checker (eine in der Länge verstellbare Stößelstange),
 eine gebrauchte Kopfdichtung
(gleicher Typ wie nachher verwendet wird), einen Satz weicher
Federn (keine Daunen oder so;)) um die Ventilfedern zu ersetzen
und einen preparierten Lifter, der sich nicht zusammendrücken
lässt.
eine gebrauchte Kopfdichtung
(gleicher Typ wie nachher verwendet wird), einen Satz weicher
Federn (keine Daunen oder so;)) um die Ventilfedern zu ersetzen
und einen preparierten Lifter, der sich nicht zusammendrücken
lässt.
Ich setze zwei Ventile mit den Prüffedern in einen Zylinderkopf
ein und achte darauf, daß die Ventile korrekt schließen.
Nun setzte ich den Zylinderkopf mit der gebrauchten Kopfdichtung
(Felpro 1011-2) auf und verschraube ihn mit 4 Kopfschrauben. Ich
nehme einen alten Rollerlifter auseinander und sorge dafür,
daß er sich nicht mehr zusammendrücken lässt.
Weiter folgen die guide plates (Führungen der Stößelstangen),
rocker studs und die Roller Rocker selbst. Nun setze ich die verstellbare
Stößelstange ein. Mit einem Filzstift habe ich vorher
den Kopf des Ventils angemalt auf dem die Rolle des Kipphebels
läuft. Wir fangen bei der Standardlänge der Stange an,
das sind 6.272 Zoll. Mit der Befestigungsmutter des Kipphebels
drehe ich das System spielfrei. Aber vorsicht, die Federn sind
wirklich sehr weich, drehe ich zu weit wird das Ergebnis verfälscht.


Jetzt drehe ich den Motor (bitte immer in Drehrichtung) zweimal
durch und schaue mir den Abdruck auf dem Ventilkopf an. Bewegt
sich der Kipphebel mehr in Richtung Motormitte ist die Stößelstange
zu kurz, bewegt er sich zur Außenseite des Motors ist die
Stange zu lang. Es gilt eine Länge zu finden, bei der sich
die Rolle des Kipphebels exakt in der Mitte des Ventils bewegt.
Hier spielen Millimeter eine Rolle. 

Bitte messt das Einlass und das Auslassventil und wenn möglich
noch ein bis zwei andere Zylinder. Nach einigen Messungen steht
meine Stößelstangenlänge fest. Es sind 6.4 Zoll.

Bei dieser Messung habe ich auch festgestellt, daß meine
Rocker Studs zu kurz sind. Baue ich die Kipphebel mit den 6.4
Zoll Stößelstangen ein habe ich nur ca. 5mm Gewinde
um die Befestigungsmuttern aufzuschrauben. Nach einiger Recherche
habe ich gelernt, dieses Problem tritt nur bei meinen Magnum Roller
Rockers auf. Ich besorge mir von ARP einen Satz längere Studs.

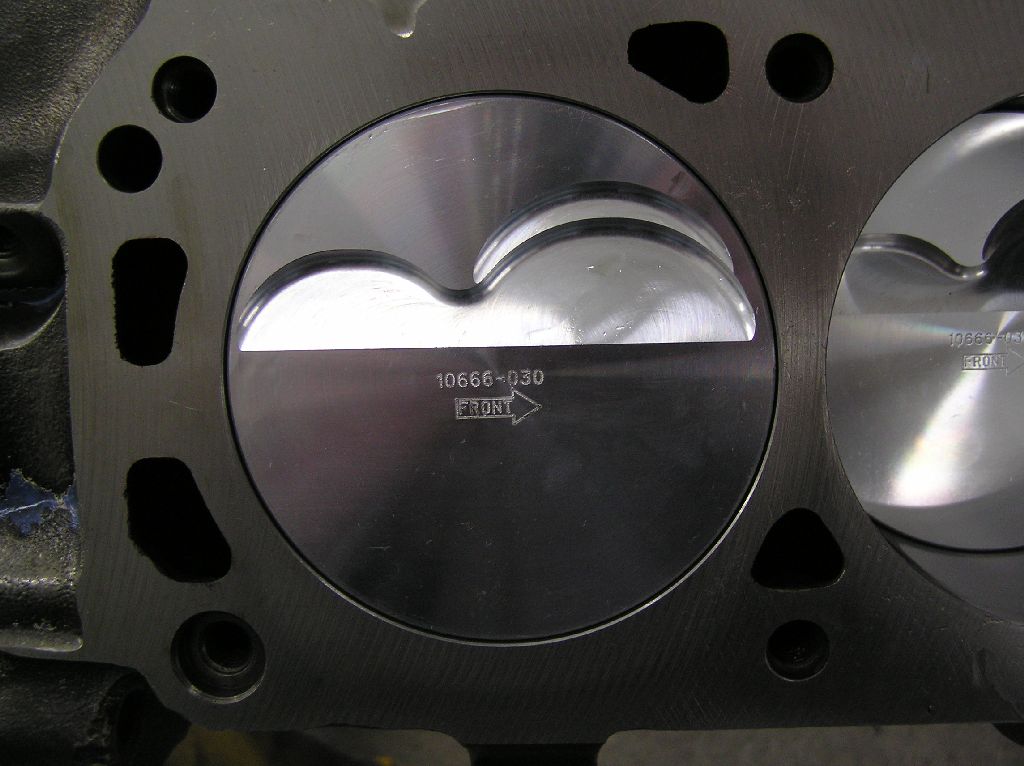
Desweiteren prüfen wir nun die Freigängigkeit der
Ventilteller zum Kolbenboden. Sind die Ventile zu groß die
Nockenwelle zu heftig oder der Hub zu groß oder einfach
die falschen Kolben im Motor, kann es hier zu großen Problemen
kommen.
Der Abstand zwischen Ventil und Kolben muß bei Auslassventilen
mind. 2,5 mm und bei Einlassventilen mind. 2 mm betragen. Das
gilt allerdings nicht für Motoren mit Aluminium-Pleuel und
hohe Drehzahlen. Man kann sich vorstellen, daß sich ein
Alu-Pleuel bei 7000 1/min oder mehr etwas in die Länge zieht
und schnell einen Kolben-Ventil Kontakt herstellt. Darum bei Alu-Pleuel
auf jeden Fall mehr Platz lassen. Wie gehe ich vor? Nachdem ich
den Zylinderkopf demontiert habe, drücke ich ein Stück
Knetmasse in die Ventiltaschen des Kolbens. Jetzt montiere ich
wieder den Kopf mit der alten Kopfdichtung und befestige diesen
mit einigen Schrauben. Ich nehme meinen pushrod lenght checker
(er steht ja noch auf 6.4 Zoll) baue den Ventiltrieb des entspechenden
Zylinders zusammen und drehe den Motor ganze zwei Umdrehungen
durch. Der Punkt, an dem sich Kolben und Ventil am nächsten
kommen liegt in etwa zwischen 20 Grad vor OT und 20 Grad nach
OT. Hier sieht man, daß es sehr wichtig ist, daß die
Nockenwelle richtig eingemessen wurde, bevor man die Freigängigkeit
prüft.
Jetzt baue ich den Zylinderkopf wieder ab und man sieht die Abdrücke
der Ventile in der Knetmasse. Mit einem Messer schneide ich die
tiefste Stelle der Abdrücke in der Mitte durch. Vorsichtig
die Stücke vom Kolben abheben und mit einer Schieblehre die
Dicke bestimmen. Bei mir sind´s am Auslassventil 4,8 mm
und am Einlassventil 5 mm. Dank tiefen Ventiltaschen in den Kolbenböden.
Diese Köpfe mit der Nockenwelle passen so niemals auf einen
Standardblock mit Standard Kolben ohne Taschen.
| << zurück |